usinage cnc le processus de pièces d'arbre
arbre les pièces sont l'un des produits dont nous avons reçu le plus de commandes. selon la structure du arbre , il peut être divisé en trois types: axe optique, axe pas à pas et axe spécial. leur rôle est de soutenir les engrenages, les roues de ceinture et autres transmissions les pièces pour transmettre le couple ou le mouvement.
la technologie de traitement de l'étape arbre est plus typique, ce qui reflète la plupart du contenu et des règles de base arbre traitement des pièces. ce qui suit utilise la transmission arbre dans la boîte de réduction comme exemple pour introduire le technologie de traitement d'une étape générale arbre .
1. analyse de dessin de pièce
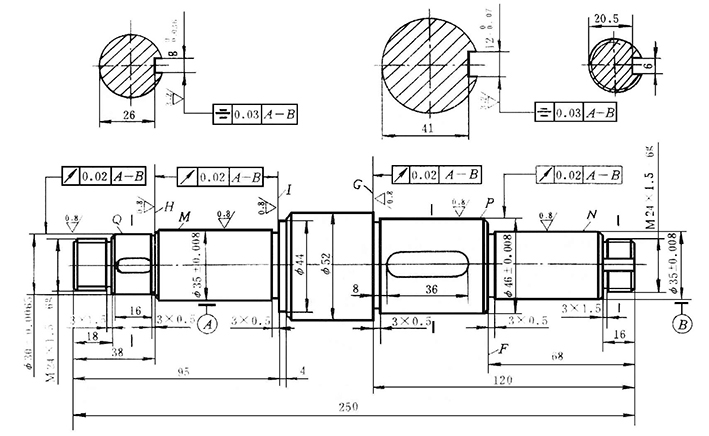
les pièces représentées sur la figure a-1 sont l'entraînement arbre s dans le réducteur. il appartient à La marche arbre pièces de type, qui est composé de surface cylindrique, arbre épaulement, filetage, rainure de rétraction de queue de vis, surcourse de meule rainure et rainure de clavette. le arbre l'épaulement est généralement utilisé pour installer la position axiale de la pièce sur le arbre . le rôle de chaque rainure annulaire est pour que la pièce ait une position correcte lors de l'assemblage et pour la rendre facile pour rétracter l'outil lors du meulage du cercle extérieur ou du fil. installer les clés pour transmettre le couple; les filetages sont utilisés pour installer divers contre-écrous et réglages des noisettes.
selon le performances et conditions de travail, la transmission arbre modèle (figure a-1) spécifie les principaux journaux m, n, le les cercles extérieurs p, q et les épaules g, h, i ont des dimensions plus élevées, la position précision et valeur de rugosité de surface plus petite et exigences de traitement thermique. ces exigences techniques doivent être assurées lors du traitement. Par conséquent, la processus clé de cette transmission arbre est le usinage des revues m, n et cercles extérieurs p, q.
2. déterminer le blanc
le matériau du transmission arbre est de 45 en acier. car il appartient à une transmission générale arbre , 45 acier peuvent être sélectionnés pour répondre à ses exigences.
dans cet exemple, la transmission arbre appartient à transmission moyenne et petite arbre s, et le diamètre de chaque cercle extérieur n'est pas très différent, donc un 60 mm L'acier rond laminé à chaud est sélectionné comme ébauche.
3. détermine le usinage méthode de la surface principale
conduire arbre s sont principalement des surfaces rotatives, et sont principalement formés par tournage et rectification cylindrique. en raison de la plus degré de tolérance (it6) des surfaces principales de l'entraînement arbre m, n, p et q, et la faible rugosité de surface ra (ra = 0,8 um), le meulage est nécessaire après le tournage. le usinage Le schéma de la surface extérieure (voir tableau a-3) peut être:
tournage grossier → tournage semi-finition → rectification.
4. positionnement référence
raisonnablement la sélection de la référence de positionnement a un effet déterminant sur la taille et précision de la position de la pièce. puisque les plusieurs surfaces de contact principales (q, p, n, m) et les surfaces des épaules (h, g) de la transmission arbre avoir un voile de cercle radial et un voile de cercle de face d'extrémité exigences pour l'axe de référence ab, c'est un solide arbre par conséquent, le trou central aux deux extrémités doit être sélectionné comme référence, et la méthode de serrage à double centre doit être adoptée pour assurer les exigences techniques de la pièce.
la référence grossière est le cercle extérieur rugueux de l'acier rond laminé à chaud. le trou central est traité avec un mandrin à centrage automatique à trois mors pour serrer le cercle extérieur de l'acier rond laminé à chaud, la face d'extrémité de la voiture et le trou central sont percé. il faut cependant noter qu’il n’est généralement pas possible de forer le trou central aux deux extrémités avec la pince extérieure vierge. utilisez plutôt l'extérieur cercle du blanc comme référence grossière. première machine une face d'extrémité, percer le trou central, et tournez le cercle extérieur à une extrémité. utiliser les trois griffes mandrin à centrage automatique pour le serrage (parfois mettre le cadre central sur l'extérieur cercle de la voiture à l'étape précédente), et percez le trou central de l'autre fin de la voiture. de cette manière, le trou central peut être traité coaxialement.
5. étape de division
pour les pièces à haute les exigences de précision, l'ébauche et la finition doivent être séparées pour assurer la qualité des pièces.
le traitement de le lecteur arbre est divisé en trois étapes: tournage grossier (cercle extérieur de tournage grossier, perçage du centre trous, etc.), tournage semi-finition (cercles extérieurs, marches et centre de réparation trous et surfaces mineures de demi-finition tournage, etc.), ébauche, fine broyage (grossier, broyage fin tout autour). la division de chaque étape est à peu près délimité par un traitement thermique.
6. arrangement de processus de traitement thermique
le traitement thermique du arbre est déterminé selon à ses exigences de matériau et d'utilisation. pour conduire arbre s, normalisation, trempe et revenu sont utilisés plus souvent. cette arbre nécessite une trempe et revenu, et est disposé après chaque cercle extérieur du tournage grossier et avant chaque cercle extérieur du tournage semi-finition.
sur la base de ce qui précède analyse, la voie du processus de la transmission arbre est comme suit:
suppression → diamant trous aux deux extrémités de la voiture → cercle extérieur percé → trempe de qualité → réparer le trou central → cercles extérieurs semi-finis, rainures, chanfreins → filetage filetage → ligne de traitement de clés fendues → fente de clé fraisée → centre de meulage de réparation trou → meulage → inspection.
7. taille de traitement et quantité de coupe
le broyage allocation de l'entraînement arbre peut être pris comme 0,5 mm, et la tolérance pour le tournage semi-fini peut être sélectionnée comme 1,5 mm. la taille du traitement peut être déterminée par cela, voir le contenu de l'opération du arbre technologie de traitement carte.
la sélection de le montant de rotation peut être déterminé par le travailleur en fonction du traitement situation dans le cas de la production d'une seule pièce ou de petits lots; généralement, il peut être sélectionné dans le " usinage manuel de traitement "ou" manuel de quantité de coupe ".
8. développer le processus
le trou central pour le positionnement du plan de référence fin doit être traité avant l'ébauche usinage et un processus de réparation le trou central doit être disposé après la trempe et avant le broyage. le centre le trou est réparé après trempe pour éliminer la déformation du traitement thermique et échelle du trou central. le trou central est réparé avant le meulage améliorer la précision du positionnement du plan de référence fin et réduire la rugosité de surface de la surface effilée. lors de la formulation des processus de l'entraînement arbre , tandis que compte tenu du traitement de surface primaire, le traitement de surface secondaire devrait également être pris en considération. en semi-finition ¢ 52mm, ¢ Cercles extérieurs de 44 mm et m24 mm, vous devez vous tourner vers la taille spécifié dans le dessin et traiter chaque contre-dépouille, chanfrein et filetage; le trois rainures de clavette doivent être fraisées après la semi-finition. qu'une référence de positionnement plus précise peut être maintenue lors du fraisage du rainure de clavette, et il peut éviter d'endommager la surface extérieure finie lors du fraisage du rainure de clavette après avoir terminé le meulage.
lors de la formulation le processus, il convient de prendre en considération l'organisation de l'inspection procédures, éléments d'inspection et méthodes d'inspection.
mot-clé : cnc, usinage, arbre
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
Messagerie : sales@xmzldjx.com
Skype : janeliui_01
Tél. : +8618650120832
Whatsapp : 13306016335




numériser vers wechat:












