-

Qu'est-ce que le fil couper? Le fil de fil est, Whick fait référence à l'utilisation d'outils de fil (tel comme fil métallique, fil molybdène, etc.) couper les matières premières (conducteur matériaux), qui appartient à la catégorie de la transformation électrique quand L'ancienne Union soviétique Razalianko et son femme a étudié le phénomène et les causes des dommages des contacts de commutation par une décharge d'étincelles, ils a révélé que la température instantanée élevée de l'étincelle électrique peut fondre et oxyder le métal local et être corrodé, donc pionnier et inventé le EDM Méthode. La machine de découpe de fil a également été inventée dans l'ancienne Union soviétique de 1960. Notre Le pays était le premier pays à utiliser dans la production industrielle Production. À l'heure actuelle, la plupart des outils de découpe de filAdoptez un système de contrôle de micro-ordinateur avec un degré élevé de Automatisation. Main Application: (1) traitement Moules; (2) pièces d'usinage avec fin structure; (3) Pièces d'usinage avec complexe Formes; (4) traiter des conducteurs durs matériaux; (5) Production d'essai de nouveaux produits; (6) métal précieux Blanchiment. Main Caractéristique: Comparé aux méthodes traditionnelles de transformation, de fraisage et de forage, la coupe de fil a son propre Caractéristiques: (1) Utilisation directe 0.03-0.35 mm les fils métalliques en électrodes, aucune forme spécifique n'est requise, qui peut sauver la conception et la fabrication de l'électrode coûts; (2) Quelle que soit la dureté du matériau de la pièce, tant qu'il s'agit d'un conducteur ou d'un matériau à semi-conducteur, il peut être traité et la perte du fil d'électrode est petite et la précision de traitement est haut; (3) Il convient au traitement de petits lots, de formes complexes, de pièces simples et de produits d'essai, et le cycle de traitement est short; (4) en wedm L'usinage, le fil d'électrode ne touche pas directement la pièce à usiner et l'effet entre les deux est très faible, la déformation de la pièce est petite, et le fil d'électrode et le luminaire n'ont pas besoin de trop haut force; (5) Le fluide de travail adopte à base d'eau émulsion, qui a peu de coûts et ne provoquera pas feu; (6) Il ne convient pas pour traiter des pièces à grande échelle avec des formes simples, ni peut-il traiter non conducteur pièces. Processus de coupe Étapes: Préparez les blancs de la pièce, les outils de serrage, les outils de mesure, etc. Avant Traitement. Si Il est nécessaire de couper une pièce avec une forme de cavité interne, ou le processus nécessite un traitement avec un trou fileté, le blanc devrait être pré-fabriqué avec un trou fileté, puis suivez les étapes ci-dessous: (1) Démarrez l'alimentation de l'outil machine pour entrer dans le système et préparer le traitement Programme; (2) vérifier si Il existe des anomalies dans chaque partie de l'outil de machine, telle que le fonctionnement de haute fréquence, pompe à eau, tube de fil, etc.; (3) fi...
-

Quelles sont les goupilles de goujon pour? La goupille de goujon est principalement utilisée entre les vis fixées entre les deux parties pour assurer la précision de la Position. Il est principalement utilisé pour le positionnement de l'assemblage et peut également être utilisé comme connexion de cisaillement surcharge dans la sécurité de la connexion et de la relaxation Dispositifs. Le formulaire de base est une goupille cylindrique et conique PIN. Les goupilles de goujons sont également appelées Épingles de positionnement. Allons Apprenez les principales fonctions et utilisations de Dowel Pins: Les premiers goupilles de goujons sont divisés en Épingles de cheville cylindrique et Épingles à goujons coniques. 1.Cylindrique Dowel Pins (Picture1 et 2) 2. Dowel conique Pins (Picture3 et 4) La différence entre eux est: 1. différent traitement. Les broches de goujon cylindrique peuvent être pré-traitées et les goujons de goujons coniques sont généralement associés. 2. Les goupilles cylindriques conviennent souvent au positionnement précis (Traitement d'abord), et les goupilles de goujons coniques sont souvent utilisées pour un démontage fréquent 3. Les broches de goujons cylindriques peuvent jouer un rôle de goujons de goujon coniques et cylindriques sont souvent utilisés pour positionnement. Les goupilles cylindriques sont fixées dans le trou aléatoire avec de petites interférences, ce qui peut porter une petite charge Afin d'assurer la précision de positionnement et l'étanchéité de la connexion, elle devrait ne pas être démonté fréquemment. Il est principalement utilisé pour le positionnement et également utilisé comme broche de couplage et une sécurité PIN. La goupille de goujon conique contient de bonnes performances de soi-même, une précision de positionnement élevée, une installation pratique et un ensemble multiples et démontage ont peu d'influence sur le positionnement Précision. Il est principalement utilisé pour le positionnement et peut également être utilisé comme raccordement PIN. Le trou PIN doit être alésé. Sélection de matériel pour Dowel Épingles: Si La pièce doit être serrée à plusieurs reprises pendant utiliser, la broche fixe devrait avoir une bonne résistance à l'usure et un meilleur matériau devrait être sélectionné, tel que 20 # acier ou 45 # acier, avec la surface de la surface et de la désinchassement. Le matériau peut également être sélectionné en fonction de la réelle Utilisation. Les matériaux couramment utilisés sont Généralement: Acier inoxydable 303 / 304 / 316, Q235, 20 # acier, 45 # acier, laiton, ect. Personnalisation est accepté, n'hésitez pas à envoyer des dessins pour vous renseigner à tout moment, merci vous!
-
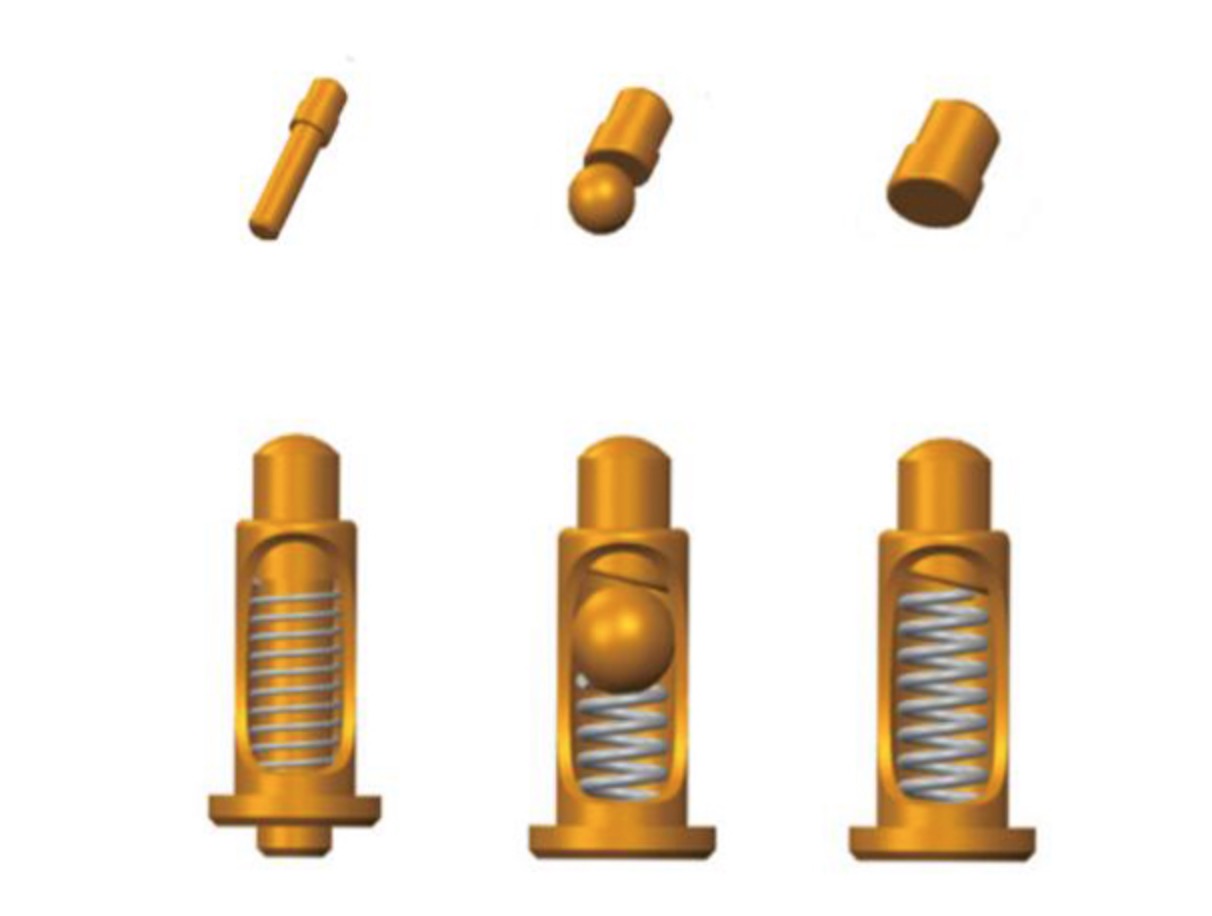
Comment à Solder Pogo Pins? Pogo La broche est un connecteur électronique très couramment utilisé qui consiste en un tube à aiguille tournant, une aiguille tournante et une compression ressort. Il maintient l'aiguille dans le tube à aiguille et repose sur le ressort pour fournir une force de contact pour établir une connexion électrique entre l'aiguille et l'accouplement Pièces. Je crois que beaucoup de gens ne savent pas comment le pogo broche est soudée. Donc allons-nous Suivre ZLD comprendre Comment le pogo la broche est soudée sur le PCB board? Tout d'abord, introduisons le pogo types de broches à vous. Il y a beaucoup de types de pogo broches, y compris verticalement pogo Pins, côté Pogo PINS, Double-extrémité pogo Épingles, Standard Pogo Épingles, etc. Sa fonction est très importante et l'installation est très importante, alors quelles sont les méthodes d'installation de pogo Épingles Angle droit Solder queue: La queue est une encapsulation plug-in pliée, permettant aux concepteurs d'avoir plus de choix dans l'utilisation de espace. Solder droite Queue: Encapsulation de plug-in normale, facile à Solder. Support de surface (SMT): Une bonne stabilité, le fond du tube à aiguille est une conception à fond plat, peut être une installation verticale ou horizontale, facile à souder avec PCB Conseil. Certaines tubes d'aiguilles sont équipées de broches de positionnement à la fin, ce qui ne provoquera pas de compensation quand soudure avec PCB conseil, et l'effet de positionnement est bon. Xiamen Zhonglida Machines, en tant que professionnel CNC Fabricant de produits, sans réserve, vous fournissez des produits de qualité et Services.
-

1. Le but du produit non conforme contrôleEmpêcher l'utilisation non intentionnelle ou de livraison de produits de mauvaise qualité.2. La méthode de contrôle des produits non conformes estReconnaître les premiers et de les contrôler. Processus de contrôle des produits non qualifiés 1. IdentificationIdentifier les non qualifiés: la base ou standard pour juger si le produit est qualifié ou pas.-Les Normes De Produit—Les exigences du client—Documents sur le processus d'-Documents d'Inspection-Modèle-Des explications et des conseils de la part des supérieurs 2. IdentificationIdentification de l'inspection d'état—Identifie les "en suspens" ou "non qualifiés".—L'équipe de Production: non qualifiés de produits semi-finis et les matières premières doivent être marqués avec "pour être traité" ou "non qualifié".—L'inspecteur des timbres de l'inspection du timbre dans la rubrique correspondante de la colonne de cartes aléatoires, processus ou de la carte de "retravailler" comme un "inconditionnel" de la marque.-Son rôle est: de la traçabilité.—L'inspection finale: identification des non qualifiés de la marque. Ou d'écrire (notification) non qualifiés des phénomènes, tels que (fuites, de fissures, quelques trous, un mauvais modèle, sérieux de l'indentation, quelques procédés, des matériaux mal, etc.). 3. L'isolementExigences: séparation Claire de la normale des produits qualifiés.Rouge —plateau en plastique/matière de la boîte.—Spécial indépendant produit défectueux rack.-Diviser les non qualifiés et de la place du fait des produits défectueux dans la non qualifiés de la zone.—Le placement de la zone de production est différente de celle des autres produits de montrer la différence, et puis tirez-la pour la réparation ou le remaniement de la zone en tant que de besoin.—Organiser régulièrement du personnel pour le produit défectueux zone pour la confirmation et la quantité d'inscription 4. Enregistrement-Enregistrer correctement le type, de lot, date de l'inspection, l'inspection de base, la quantité de produits non conformes, et les résultats de l'inspection des produits non qualifiés sur le prescrit de rapport d'inspection.—Le rapport d'inspection est examiné et approuvé, tel que requis.-Processus: 5. ExamenLorsque la quantité est importante, ou quand il a un grand impact sur la réputation de l'entreprise et des fonds, il doit être examiné.(1) inspection à l'arrivée: l'Élimination des avis signé par le superviseur de l'inspection et au-dessus (si nécessaire, le service technique, la production, la chaîne d'approvisionnement, et les secteurs connexes doit être organisé à l'examen de la conduite).(2) le Processus d'inspection: Pour les lots de produits non qualifiés, la Gestion de la Qualité de Service organise des départements concernés et le personnel à l'examen.(3) l'inspection Finale: La personne en charge du département de contrôle de qualité approuve la cession de la conclusion, et si nécessaire, le service technique participe à l'examen.6. L'éliminatio...
-

Le tréflage, aussi connu comme le Z-axe de fraisage, est l'une des plus efficaces méthodes d'usinage pour le taux élevé d'élimination de la coupe des métaux. Pour l'usinage de surface, usinage de gorges et d'usinage avec de grands porte-à-faux de difficile-à-usiner des matériaux, l'efficacité du traitement de tréflage est beaucoup plus élevé que celui des classiques de fraisage en bout. En fait, quand une grande quantité de matériau métallique doit être éliminé rapidement, le tréflage méthode peut réduire le temps de traitement de plus de la moitié. ▉ avantage En outre, le tréflage a les avantages suivants: ①It peut réduire la déformation de la pièce; ②It peut réduire le rayon de coupe de la force agissant sur la machine de fraisage, ce qui signifie que la broche dont le système d'arbre a été porté peut toujours être utilisé pour le tréflage, sans affecter la qualité de l'usinage de la pièce à usiner; ③The porte-à-faux est grand, Ceci est très bénéfique pour le fraisage de la rainure ou à la surface de la pièce à usiner; ④It peut se rendre compte des gorges de la haute température de matériaux d'alliage (comme l'Inconel). Tréflage est très approprié pour les pré-usinage de cavités de moule est recommandée pour garantir l'efficacité de l'usinage de pièces pour l'aérospatiale. L'une des applications spéciales est tréflage d'aubes de turbine sur un à trois axes ou quatre axes fraiseuse. Ce type de traitement doit généralement être effectuée sur une machine-outil. ▉ Principe de fonctionnement Lorsque la pale de turbine est plonger-blanchi, il peut être usiné à partir du haut de la pièce à usiner à la racine de la pièce. Par le biais de la traduction pure et simple du plan X-Y, extrêmement complexe géométries de surface peut être traitée. Lors de la mise en œuvre de tréflage, l'arête de coupe de la fraise est formé par superposition du profil de chaque lame, et la chute de la profondeur de fraisage peut atteindre 250 mm sans vibration ou de la distorsion. La coupe de la direction de mouvement de l'outil par rapport à la pièce à usiner peut être soit à la baisse ou à la baisse. À la hausse, mais en général, la coupe à la baisse est la plus courante. Lorsque tréflage le plan incliné, le plongeon, la fraise fait composé mouvement le long de l'axe Z et l'axe des abscisses. Dans certains traitement des occasions, sphérique fraises, le visage de fraises ou d'autres fraises peuvent également être utilisés à l'usine de rainures de fraisage de surfaces, de fraisage, des biseaux, de fraisage et de cavités. ▉ Champ d'application La spéciale de plonger, la fraise est principalement utilisé pour l'ébauche et la semi-finition. Il peut couper dans la partie concave de la pièce ou de couper le long de l'arête de la pièce. Il peut également moulin de formes géométriques complexes, y compris la racine de coupe. Afin d'assurer une constante de la température de coupe, tous les tige plonger les fraises à adopter de refroidissement interne. Le corps de la fraise et de la ...
-

NC (Numérique, Contrôle numérique, appelé à commande numérique) se réfère à l'utilisation du numérique discret informations pour contrôler le fonctionnement des machines et autres appareils, ce qui peut seulement être programmé par l'opérateur. CNC CNC application de la technologie de Le développement de la technologie CNC est tout à fait rapide, ce qui améliore grandement la productivité de moule de traitement. Parmi eux, le CPU avec plus rapide vitesse de fonctionnement est le cœur de l'élaboration de CNC la technologie . L'amélioration de la CPU n'est pas seulement l'amélioration de la de la vitesse, mais la vitesse elle-même implique également l'amélioration de la technologie CNC en d'autres aspects. En raison des grands changements dans la technologie CNC au cours des dernières années, il vaut la peine de l'examen de l'application actuelle de la technologie CNC dans le moule l'industrie manufacturière. Bloc de temps de traitement et d'autres en Raison de la augmentation de la vitesse de traitement UC, et CNC fabricants de l'application de haut débit Les processeurs à une forte intégration des systèmes CNC, la performance du CNC a été considérablement amélioré. Plus rapide et plus sensible systèmes permettent d'obtenir plus de juste supérieur programme de la vitesse de traitement. En fait, un système qui peut traiter la partie l'usinage des programmes à une assez grande vitesse peuvent également se comporter comme un faible vitesse système de traitement au cours de l'opération, parce que même un système de commande numérique entièrement fonctionnel a certains problèmes potentiels qui peuvent devenir des limites, Le goulot d'étranglement de l' la vitesse de traitement. À l'heure actuelle, la plupart des moisissures usines réaliser que l'usinage à grande vitesse nécessite plus court temps de traitement. Dans de nombreux des égards, cette situation est très similaire à la conduite d'une voiture. Sera la voiture la plus rapide de gagner la course? Même un spectateur qui regarde la voiture de course occasionnellement sait que, dans plus de la vitesse, il y a beaucoup de facteurs qui influent sur le résultat de la course. Tout d'abord, la connaissance du conducteur de la la piste est important: il doit savoir où il y a des virages serrés, de sorte qu'il peut ralentir de façon appropriée et passez le virage en toute sécurité et efficacement. Dans le processus de traitement des moules de haute vitesse d'avance, de la à être traitées la trajectoire de la technologie de contrôle CNC pouvez obtenir les informations de sharp les courbes à l'avance. Cette fonction joue le même rôle. De même, le pilote de la sensibilité à l' les autres pilotes, des actions et des incertitudes est similaire au nombre de servo des rétroactions dans le CNC. Servo de feedback dans le CNC comprend principalement de la rétroaction de position, retour de vitesse et de retour de courant. Lorsqu'un pilote est conduite autour de la piste, l' la cohérence du mouvement, qu'il peut fre...
-

Exigences de base pour les arbres de moteur Quelles sont les exigences de base pour les arbres de moteur? (1) Doit avoir une résistance suffisante. C'est-à-dire, dans des conditions normales de charge et spécifié les conditions particulières (comme la soudaine de court-circuit, etc.), une partie de l'arbre ne peut pas produire de déformation résiduelle ou de dommages. (2) Doit avoir une rigidité suffisante. Qui est, la déviation de l'axe de rotation doit être dans la plage autorisée. (3) Il devrait y avoir suffisamment de différence entre la critique de la vitesse et de la vitesse de travail afin d'éviter la résonance. Xiamen Zhonglida De Traitement De Machines Co., Ltd. a plus de 50 jeux de l'arbre du moteur, les fabricants, comme le centrage des machines de précision, tours CNC, centerless, rectification plane, rectification cylindrique, centres d'usinage CNC, et d'autres équipements de première qualité. Il peut traiter des matériaux comme l'acier, le fer, l'aluminium, le cuivre et d'autres matériaux. Le traitement de la longueur de 2 600 MM, le traitement de diamètre peut être de 2-210MM, et la précision du traitement peut être de 0,005. Il peut être usiné, percé et taraudé. Fil, de rainurage et d'autres processus. La société dispose d'un haut niveau du système de traitement, avec des équipements de pointe et la force technique forte, afin de fournir aux clients avec un service parfait. Au fil des années, notre entreprise a remporté un large succès de nombreux clients pour sa forte force technique, excellent avant-vente, service après-vente et d'une bonne réputation.
-

Engrenage à vis sans fin est un lecteur de disque qui change la direction de la voiture. Dans le processus de transmission de force, la pression générée est grand, le frottement est grave, et la chaleur produite est également importante. Afin d'éviter le collage, dans le choix des matériaux, plus doux en alliage de matériaux sont souvent utilisés en raison de la faible vitesse de l'engrenage à vis sans fin, tandis que le ver est d'Utiliser des matériaux en acier avec plus de force. Le nombre de ver de têtes peuvent être sélectionnés selon le rapport de la transmission et de la transmission des exigences d'efficacité. Le nombre de ver tête est petite, le rapport de transmission est grand, mais l'efficacité est faible. Pour augmenter l'efficacité, le nombre de ver la tête doit être augmenté. Mais le plus ver les chefs, le plus difficile le traitement. En répondant aux besoins de la transmission, le moins le nombre de ver chefs, mieux c'est. Il est généralement un dispositif pour le contrôle du rotor arrière de la tête du ventilateur électrique. Quand la touche est pressée, le ventilateur peut être tourné, et la direction du ventilateur peut être fixé en le tirant. La partie inférieure qui entraîne la rotation de la tête du ventilateur électrique peut être considérée comme une manivelle mécanisme à bascule. Entraînée par la roue à vis sans voiture, la vitesse inférieure tourne avec elle, et la manette connectée à elle peut basculer dans un certain angle, en vertu de son lecteur, et atteindre ainsi le but de permettre au ventilateur de balancer sa tête en arrière.
-

Le but de la galvanoplastie est de la plaque de métal de revêtement sur le substrat pour modifier les propriétés de la surface ou de la taille du substrat. Galvanoplastie peut améliorer la résistance à la corrosion des métaux, de l'augmentation de la dureté, de prévenir l'abrasion, d'améliorer la conductivité, de la douceur, de la chaleur de la résistance et de belle surface. Selon le but de l'enduit et de la réaction électrochimique entre le revêtement et le substrat, le revêtement peut être divisé en plusieurs types. Matériau de revêtement ① Classification selon le but de l'enduitLe revêtement est habituellement de deux utilisations, à savoir: donner ou à améliorer l'état de surface du matériau, ou pour faire de la structure de surface du matériau ont une certaine fonction. Par conséquent, il peut être généralement divisés en décorative, revêtement de protection ou de la couche fonctionnelle. 1. De protection revêtement décoratifLa Corrosion, la rouille, etc. sont les plus grandes menaces pour la vie du produit, qui ne sera pas seulement d'endommager l'apparence, mais aussi affecter la fonction du produit. En plus d'améliorer l'apparence du produit, le général de revêtement décoratif peut aussi jouer un rôle de protection, tels que les produits chimiques anti-corrosion et anti-rouille, mécanique ou anti-usure pour réduire la friction. 2. Revêtement fonctionnelCouche fonctionnelle se réfère principalement à celles des revêtements qui peuvent rendre la surface du matériau ont une fonction particulière. Divers nouveaux revêtements fonctionnels peuvent augmenter la dureté de surface du matériau, d'améliorer la friction, de réduire l'usure, d'améliorer la conductivité électrique, de réduire la résistance de contact, d'améliorer le magnétisme, de prévenir la diffusion et la pénétration, ou réparer les pièces usées. ② . Classification selon la électrochimique de la relation entre le revêtement et le substratSelon le électrochimique de la relation entre le revêtement et le substrat, le revêtement peut être divisé en cathodique revêtement anodique et de revêtement. La vivacité du métal est différente, qui est aussi un moyen important pour juger du type de revêtement. 1. Cathodique revêtementLe métal du substrat cathodique revêtement est plus actif que le revêtement. Un tel revêtement sur le substrat complètement pour protéger le substrat. Celles qui sont typiques sont de placage de cuivre et de nickel traitement de surface sur l'acier. Depuis le cathodique revêtement seulement a une certaine épaisseur, il a un effet protecteur sur le substrat. Par conséquent, l'épaisseur du revêtement et la porosité sont nécessaires. Généralement, une jauge d'épaisseur de revêtement est utilisé pour contrôler l'épaisseur de l'enduit. 2. Anode de revêtementLe placage de métal de revêtement anodique est plus actif que le substrat. Lorsque le revêtement de rencontres substances corrosives, le revêtement de détériorer la première, et ainsi de protéger le substrat contre la ...
-

Faible vitesse de coupe wire, aussi connu comme la basse vitesse de la marche, utilise continu mouvantes de fils métalliques (appelés électrodes, généralement les fils de cuivre) comme électrodes pour effectuer pulsé décharge d'étincelles sur la pièce de travail, ce qui génère des températures élevées au-dessus de 6000 degrés, etc. Un Usinage CNC la machine qui devient une pièce de travail. Le principe de la lenteur de fil, la transformation du phénomène qu'il existe un écart entre le fil de l'électrode et la pièce de travail, et la décharge électrique est continuellement les éliminer. Marcher lentement. Contrairement à Tournage CNC , ce qui est approprié pour le traitement Goujons , Faible la vitesse du fil de coupe est plus adapté à la situation irrégulière des pièces qui nécessitent coupe à angle droit. Depuis le Bas la vitesse du fil de coupe de machine adopte la méthode du fil continu d'alimentation de le fil de l'électrode, qui est, le fil de l'électrode complète le traitement au cours de le mouvement, de sorte que même si le fil de l'électrode est usée, il peut être continuellement complétée, ce qui peut améliorer la précision du traitement de la partie. L' rugosité de surface de la pièce traitée par la lenteur d'alimentation coupe-fil la machine peut généralement atteindre Ra = 0,8 µm et au-dessus, et la rondeur d'erreur, en ligne droite d'erreur et les dimensions d'erreur de la lenteur d'alimentation de fil machine de découpe sont beaucoup mieux que ceux des fast-flux de fil machine de découpe. Pour haute-pièces de précision, à Faible vitesse de fil coupe les machines sont largement utilisés. En plus au début les petites et moyennes entreprises, il est également très fréquent dans le traitement de les plantes de grandes entreprises telles que l'aviation, l'automobile et le médical. PRINCIPE DE FONCTIONNEMENT Jogging fil est un usinage de la machine qui utilise en continu mouvantes fils métalliques (appelées électrodes) comme électrodes pour effectuer impulsion d'allumage décharge sur la pièce de travail pour enlever le métal et la coupe et la forme. Perdre contact une légère pression de refoulement entre le fil de l'électrode et la pièce de travail pendant lente fil du traitement. Lorsque le flexible du fil d'électrode et la pièce de travail sont à proximité de l'communément considéré comme la décharge de l'écart (par exemple, de 8 à 10 µm), spark la décharge ne se produit pas. Même lorsque le fil de l'électrode a contacté le travail de la pièce et de l'écart n'est plus visible depuis le microscope, il n'est souvent pas visible. L'étincelle, une simple étincelle de décharge ne se produit que lorsque la pièce de travail plie le fil de l'électrode et s'écarte d'une certaine distance (quelques microns à plusieurs dizaines de microns). À ce moment, pour chaque 1 µm de fil électrode d'alimentation, le rejet de l'écart ne diminue pas par 1 µm, mais le fil de l'électrode augmente peu de tension entre les fils, et la pièce de travail augmente un...
-

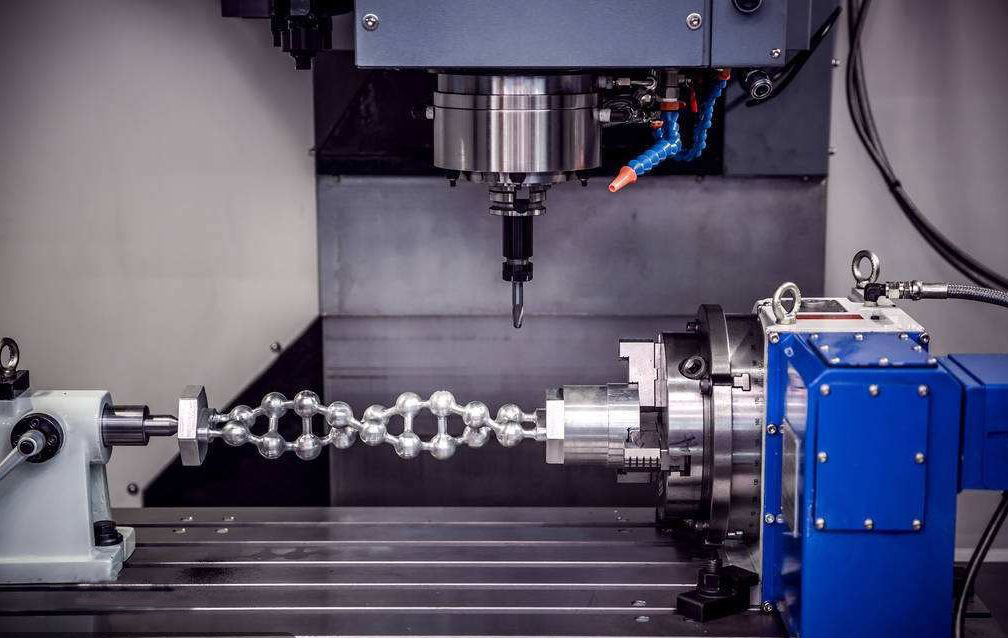
Dans le traitement de pièces, ces petites pièces telles que des barres de besoin pour être traitées en même temps, et les parties doivent être traitées par lots. Dans la plupart des cas, il sera utilisé. Pogo Pin , Fileté en laiton, des Inserts en Plastique , Acier inoxydable 316 de chevilles , petit appareils arbres , connecteurs de câble en laiton et tour d'autres symétrique produits entrent dans cette gamme, tant qu'il implique le traitement de tige comme des pièces, tant que le diamètre de la partie traitée n'est pas Lorsque l' le diamètre est trop grand (le diamètre ne peut pas être supérieure à 52 mm), la tour CNC a de grands avantages dans tous les aspects. Si elle est couplée avec la mise en correspondance l'équipement d'alimentation (CNC de PRÉCISION CNC, TOUR AUTOMATIQUE), il sera généralement utilisé pour la distribution. Peut avoir une plus grande avantage), donc en termes de cette série de l'équipement, il est relativement typique de la petite ligne de production automatisée, si il est dans la vitesse de traitement de pièces, le moulage, le taux du produit ou de la le coût de l'ensemble de la production, Il a des avantages inégalés par les autres machines outils. La plus grande et la plus importante différence entre PRÉCISION CNC TOUR AUTOMATIQUE, et la marche de la machine, c'est que pendant les travaux de la marche de la machine, le couteau se déplace pendant que la pièce ne bouge pas. PRÉCISION CNC TOUR AUTOMATIQUE a longtemps été appelé une machine de fente en Chine. Il est principalement utilisé pour le traitement par lots de petite tige en forme de pièces. La plupart des mangeoires passer la barre à travers le à travers le trou de la broche, et de la pince de serrage est automatiquement serré. Si les parties qui doivent être traitées dans le processus de traitement sont en saillie vers l'extérieur pour une certaine distance, les pièces doivent être équipés d'un avec un pourboire. Si la queue doit être traitée, un second axe de rotation est nécessaire. Si les pièces usinées doivent être usinées avec quatre ou six trous de forage, puis un le pouvoir du porte-outil et de la broche d'indexation sont nécessaires. Pour la PRÉCISION CNC, TOUR AUTOMATIQUE, la plus grande limitation est la la limitation de la tige diamètre du matériau. À l'heure actuelle, le plus grand type de centre de tour ne peut traiter que des pièces avec un diamètre de 50 mm. Tant qu'il est une partie qui peuvent être usinées par PRÉCISION CNC, TOUR AUTOMATIQUE, usinage de précision, la vitesse d'usinage et de coupe de machine ne peut pas correspondre. Il y a beaucoup de CNC PRÉCISION AUTOMATIQUE de TOUR, mais son principal avantage est qu'une fois de serrage de la partie peut couper la partie jusqu'à 200mm de longueur sans arrêt de la broche. Si vous devez traiter une partie relativement petite (10mm), à la fois de PRÉCISION CNC TOUR AUTOMATIQUE et l'outil de coupe peut être utilisé, mais la PRÉCISION CNC, TOUR AUTOMATIQUE on peut faire beaucoup de cette petite p...
-
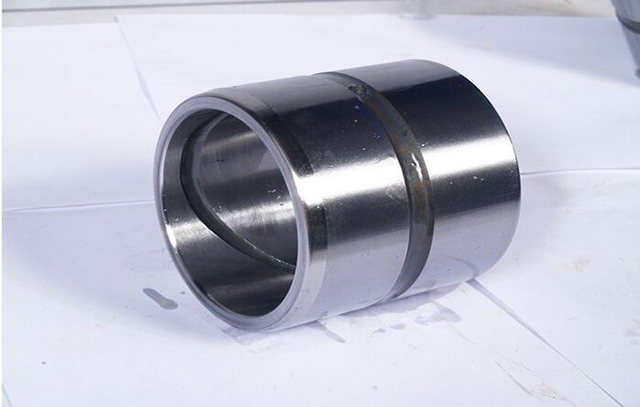
Dans les pièces mobiles, les pièces sont portés, en raison à long terme de frottement. Lorsque le jeu entre l'arbre et le trou de la porte dans une certaine mesure, les pièces doivent être remplacées. Par conséquent, le concepteur choisit une faible dureté et une meilleure résistance à l'usure lors de la conception. L' la matière est un manchon d'arbre ou une bague, ce qui peut réduire l'usure de l'arbre et le siège. Lorsque le manchon d'arbre ou de la bague est portée dans une certaine mesure, il peut être remplacé. Cela permet d'économiser sur le coût de remplacement de l'arbre ou le siège. Généralement, la bague et le siège sont utilisés. Interférence, et la clairance ajustement de l'arbre, car l'usure est inévitable dans tous les cas, ne peut s'étendre la vie et l'arbre parties sont relativement faciles à traiter; quelques nouvelles, les concepteurs ne pas comme cette conception, pense que C'est une augmentation des coûts au cours de la fabrication, mais après une période d'utilisation, il est encore nécessaire de le modifier dans le sens avec cette méthode. Toutefois, la modification est de nature à réduire l'exactitude de de l'équipement. La raison en est simple. Le traitement secondaire ne peut garantir l' position du centre de la selle trou. En outre, l' bague est utilisé pour remplacer les paliers à roulements (comme les arbres à cames) dans les endroits à faible vitesse, à haute charge radiale et de hautes exigences relatives à l'autorisation (en fait, la bague est également considéré comme un palier lisse). Le matériau de faible dureté et la résistance de Broyage, la trou intérieure de la chemise d'arbre peut être broyé et grattée pour atteindre la haute précision correspondant. Il doit y avoir une rainure de graissage sur la paroi interne. Lubrification de la chemise d'arbre est très important. Si le ponçage à sec, l'arbre et le manchon d'arbre va être abandonné rapidement. Recommandé ici de Ferraille à l'intérieur de la paroi du logement de la manchon lors de l'installation, ce qui peut laisser de nombreux petits trous et à améliorer lubrification 1. Coussinet douille généralement fonction comme des paliers à glissement. Afin d'économiser le matériau, l'épaisseur de la paroi de la le manchon est conçu en fonction de la charge axiale requise par le roulement. Généralement, la fonte de cuivre et de roulement en alliage de matériaux sont utilisés. Le manchon d'arbre est divisé en ouvert et non-ouvert, qui dépend des besoins de la structure. Généralement, le manchon ne peut pas supporter la charge axiale, ou ne peut porter des petites axial de la charge. Ou ajouter des paliers de butée. L'arbre est généralement ronde. 2.Bagues fonctionnent généralement comme des doublures. L'arbre peut être de différentes formes, comme la bague. Les bagues peuvent être utilisés pour prévenir la corrosion, les éliminer de l'assemblée lacunes, etc. Le manchon d'arbre joue généralement le rôle de positionnement axial, et la fin est en contact avec le train ...
-

Bride (outil) Bride (Bride), aussi connu comme la bride bride ou bride. La bride est une partie qui relie l'arbre et de l'arbre, et est utilisé pour la connexion entre les extrémités des tubes. Il est également utilisé dans le les équipements d'entrée et de sortie pour la connexion entre les deux appareils, tels que les réducteur à bride. Le raccord à bride ou raccord à brides se réfère à un amovible connexion dans lequel une bride, un joint et un boulon sont reliés les uns aux autres comme un groupe de combiné d'étanchéité des structures. La bride de la conduite se réfère à la bride utilisé pour la tuyauterie dans les installations de pipeline, et utilisés sur l'équipement se réfère à la d'entrée et de sortie des brides de l'équipement. Il y a des trous dans la bride, et l' les boulons fermement connecter les deux brides. Les brides sont scellés avec des joints. La bride est divisé en connexion filetée (fil de connexion) de la bride, soudage la bride et le clip de la bride. Les brides sont utilisés en paires. Fil conjointe de brides peuvent être utilisé pour la basse pression pipelines, et à souder les brides peuvent être utilisés pour à des pressions supérieures à 4 kg. Ajouter un joint d'étanchéité entre les deux brides et serrer avec les boulons. La pression de différentes brides ont des épaisseurs différentes, et qu'ils utilisent boulons différents. Quand les pompes et les vannes sont connectés à des pipelines, des pièces de ces équipements et le matériel sont aussi faits dans correspondante de la bride de formes, aussi connu comme les raccords à bride. Toutes les pièces de connexion qui sont boulonnées à la périphérie de deux avions et fermé en même temps sont généralement appelés "bride", comme le raccordement des conduits de ventilation, ce type de les pièces peuvent être appelés "pièces finies". Toutefois, ce lien est seulement une partie de l'équipement, tels que la connexion entre la bride et le la pompe à eau, il est difficile d'appeler la pompe à eau d'une "bride-type la partie". Relativement petits, tels que les vannes, peut être appelé "bride les parties". Réducteur à bride, utilisé pour connecter le moteur et le réducteur, et la connexion entre le réducteur et d'autres équipements. Bride de connexion est de fixer deux tuyaux, les raccords ou les équipements respectivement sur une plaque à bride en premier, et ajouter de la bride de plaquettes entre les deux semelles, et les fixer avec des boulons pour compléter le connexion. . Certains raccords de tuyauterie et d'équipement ont déjà brides, qui sont aussi les raccords à bride. Bride de connexion est une importante méthode de connexion pour la construction de pipelines. La bride de connexion est facile à utiliser et peut résister à des fortes pressions. Dans la tuyauterie industrielle, à la maison, le diamètre de le tuyau est petit et que la pression est faible, et la bride de connexion n'est pas visible. Si dans une pièce de chaudière ou de site de production, à brides des tuyaux ...
-

poudre de disulfure de tungstène comme revêtement lubrifiant la poudre de disulfure de tungstène peut être pulvérisée sur la surface du substrat par de l'air sec et froid sous une pression de 0,8mpa (120 psi). la pulvérisation peut être effectuée à température ambiante et le revêtement a une épaisseur de 0,5 micron. en variante, la poudre est mélangée avec de l'isopropanol pour appliquer une substance collante sur le substrat. à l'heure actuelle, le revêtement au bisulfure de tungstène a été utilisé dans de nombreux domaines, tels que les pièces automobiles, les pièces de moteurs de course, les pièces aéronautiques, les roulements, les arbres, les véhicules hauturiers, les outils de coupe, les lames, les outils de coupe, les couteaux, le démoulage, la haute précision roulements, composants de soupape, pistons, chaînes, etc. en outre, le disulfure de tungstène est également utilisé comme brosse colorée dans l'industrie du carbone. ça peut aussi appliquer à matériaux très durs et matériaux de fil de soudure. le disulfure de tungstène peut remplacer complètement le disulfure de molybdène, avec un prix comparable, une meilleure qualité et des performances plus fortes. en outre, en raison du coefficient de frottement extrêmement faible (0,03 sous dynamique et 0,07 sous statique) de poudre de disulfure de tungstène, son champ d'application est infiniment large. tout est possible si vous voulez l'obtenir.
-

quels produits peuvent être traités par le centre d'usinage cnc 1. quels produits peuvent être traités par le centre d'usinage cnc Les centres d'usinage conviennent à l'usinage complexe, à de nombreuses procédures et à des exigences élevées, qui nécessitent l'utilisation de divers types de machines-outils ordinaires et de nombreux outils, accessoires, et plusieurs usinages et réglages pour compléter les pièces. les principaux objets de traitement sont les pièces de boîte, les surfaces courbes complexes, les pièces façonnées, les disques, les manchons, les pièces de plaque et le traitement des perles spéciales. 2. le centre d'usinage de commande numérique par ordinateur peut traiter des pièces de boîte les pièces de boîte se réfèrent généralement à des pièces avec plus d'un système de trous, une cavité à l'intérieur et une certaine proportion dans les directions de la longueur, de la largeur et de la hauteur. ces pièces sont plus couramment utilisées dans les machines-outils, les automobiles et la fabrication d'aéronefs. ces pièces nécessitent généralement un système de trous à positions multiples et un traitement plan, avec des exigences de tolérance élevées, en particulier des exigences strictes de tolérance de forme et de position, généralement par fraisage, perçage, expansion, alésage, alésage, fraisage, fraisage, taraudage et autres processus. il existe de nombreux outils, il est difficile de traiter sur des machines-outils ordinaires, le nombre de jeux d'outils est élevé, le coût est élevé, le cycle de traitement est long, plusieurs fixations sont nécessaires, l'étalonnage est correct et le nombre de mesures manuelles est large. les outils doivent être fréquemment changés lors du traitement. l'important est que la précision est difficile à garantir. pour les centres d'usinage qui traitent des pièces de type boîte, lorsqu'il existe de nombreuses stations d'usinage, les pièces nécessitant plusieurs rotations de la table peuvent être effectuées. en général, les centres d'usinage d'alésage et de fraisage horizontaux sont sélectionnés. lorsqu'il y a moins de postes d'usinage et que la portée n'est pas grande. lorsqu'il est grand, vous pouvez choisir un centre d'usinage vertical à traiter d'une extrémité. surface complexe le centre d'usinage cnc occupe une place particulièrement importante dans l'industrie de l'usinage, notamment dans l'industrie aérospatiale. il est difficile, voire impossible, de compléter la surface complexe à l'aide de méthodes d'usinage ordinaires. en Chine, la méthode traditionnelle consiste à utiliser une fonderie de précision, et il est concevable que sa précision soit très faible. 3.Le centre d'usinage CNC peut traiter des pièces de surface incurvées complexes tels que: diverses roues, roues de guidage du vent, surfaces sphériques, diverses matrices de formage incurvées, hélices et hélices de véhicules s...
-
usinage cnc usinage cnc se réfère généralement à usinage de précision contrôlé par ordinateur, tours d'usinage cnc, usinage cnc fraiseuses, aléseuses et fraiseuses cnc, etc. introduction cnc est aussi appelé gong informatique, cncch ou machine-outil cnc. c'est en fait un nom de hong kong. plus tard c'était introduit dans le delta de la rivière des perles en Chine continentale. c'est en fait un cnc fraiseuse. il s'agit d'un nouveau type de technologie de traitement. le travail principal est compiler des programmes de traitement, c’est-à-dire transformer le travail manuel original en programmation informatique. bien sûr, vous devez avoir une expérience en manuel En traitement. détermination des voies d'usinage cnc itinéraire de traitement d'alimentation de tour nc fait référence à le chemin parcouru par l'outil de tournage à partir du point de réglage de l'outil (ou fixe l'origine de la machine-outil) jusqu'à ce qu'elle revienne à ce point et termine la programme d'usinage, y compris le chemin de traitement de coupe et de non-coupe comme couper et rentrer un chemin de déplacement vide. la voie d'alimentation pour la finition est essentiellement effectuée le long du contour de ses parties. par conséquent, la la détermination de la route d'alimentation consiste à déterminer la route d'alimentation pour l'usinage grossier et coup vide. dans le traitement du tour cnc, le la détermination des voies de traitement suit généralement les principes suivants. ① la précision et la rugosité de surface de la pièce à traiter doit être garantie. ② faire le de traitement le plus court, réduire le temps de déplacement au ralenti et améliorer la efficacité de traitement. ③ simplifier la charge de travail de calcul numérique et simplifier les procédures de traitement. ④ pour certains des programmes réutilisables, des sous-programmes doivent être utilisés. avantages et inconvénients cnc l'usinage cnc présente les caractéristiques suivantes: avantages: ① réduire le beaucoup d'outils et ne nécessitent pas d'outils compliqués pour traiter les pièces avec des formes complexes. si vous voulez changer la forme et la taille de la pièce, vous il suffit de modifier le programme de traitement des pièces, qui convient aux nouveaux développement et modification de produits. ② stable qualité de traitement, haute précision de traitement et haute précision de répétition, s'adapter à les exigences de traitement de l'aéronef. ③ la production l'efficacité est plus élevée dans le cas de la production multi-variétés et en petits lots, ce qui peut réduire le temps de préparation de la production, le réglage de la machine-outil et l'inspection des processus, et réduire le temps de coupe grâce à l'utilisation de la quantité de coupe optimale. ④ il peut traiter profils complexes difficiles à traiter par des méthodes conventionnelles, et même l'usinage de pièces non observables. l'in...
















